




















烧结工艺(Sintering Process)是功率半导体封装中的核心连接技术,广泛应用于芯片贴装(Die Attach)、基板与底板连接(Substrate to Baseplate)、芯片顶面连接(Die Top Side Connection)、双面封装(Double Side Packaging)及多层封装(Multi-layer Package)等场景,尤其在IGBT模块封装中占据主导地位。业界主流的IGBT银烧结、铜膏烧结等工艺均属于烧结技术范畴。
汽车电子烧结工艺
在汽车电子领域,IGBT封装的可靠性直接决定了整车的动力输出与安全性能。烧结工艺作为芯片与基板间的核心连接环节,其参数控制对焊点的力学强度、热导率及长期稳定性起着决定性作用。目前,业界常用的烧结技术包括纳米银浆烧结、预制银片烧结、纳米铜膏烧结及预制锡片烧结,其中纳米银浆烧结工艺应用最为广泛。
烧结的本质在于通过金属颗粒在高温下的原子扩散实现致密化连接,而非单纯的焊料熔化。因此,烧结设备的温度上限通常高于传统回流焊炉:普通回流焊最高设定温度为300℃~320℃,而烧结炉可达350℃以上。为减少残留物并确保界面氧化层有效清除,烧结焊料往往不含或仅含微量助焊剂,工艺中常采用甲酸蒸汽、氢气等还原性气体作为活性剂。针对纳米银浆、纳米铜膏等膏状材料,烧结时需辅以抽真空处理,以排出大尺寸气泡;然而,微米级及亚微米级气泡难以通过真空完全消除,业界通常在烧结后段引入增压工艺,将气泡尺寸控制在亚微米级甚至纳米级,从而保障焊点致密度与可靠性(见图4.3.1-1 IGBT烧结焊点微气泡示意图)。
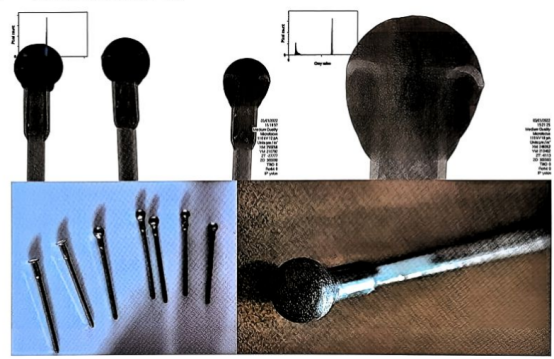
图4.3.1-1 IGBT烧结焊点微气泡
纳米银浆烧结工艺:该工艺成熟度高,热导率优异(约240 W//(m·K)),流程通常分为三个阶段:
低温预热(100℃~150℃,持续3~5分钟):缓慢蒸发银浆中的有机溶剂,避免溶剂快速挥发产生针孔或裂纹;
高温烧结(280℃~350℃,保温10~20分钟):纳米银颗粒发生原子扩散与颈部生长,形成连续的银质网络结构;
保温固化(250℃~280℃,保持5~8分钟):进一步促进颗粒间结合,降低界面残余应力。
该工艺对温度曲线控制要求较高,需确保有机溶剂充分挥发且银层致密无缺陷。
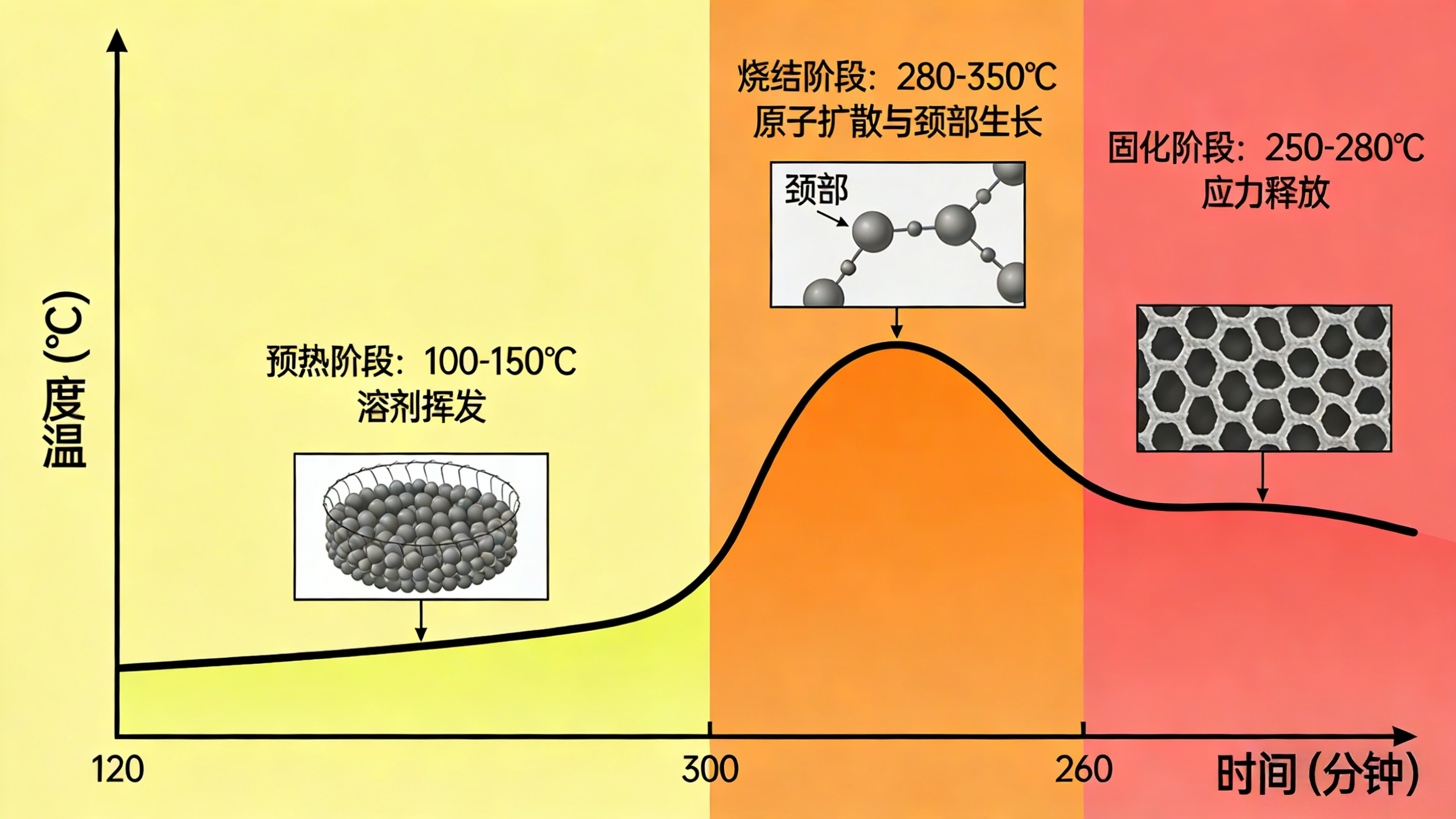
纳米银浆烧结三阶段工艺曲线图
预制银片烧结工艺:该工艺更注重压力与温度的协同控制。烧结时通常施加10~30 MPa的压力,使银片与IGBT芯片、基板表面充分接触;温度控制在250℃~300℃,利用银的塑性变形与扩散实现冶金结合。其优势在于银片成分均匀,可避免纳米银浆分散不均导致的局部缺陷,但对贴合精度要求较高——芯片与银片对准误差需控制在0.1 mm以内,以防边缘虚焊。
纳米铜膏烧结工艺:铜的热导率(约398 W//(m·K))接近银(429 W//(m·K)),但铜易氧化是其核心挑战。为抑制氧化,工艺中常在烧结炉内通入氢气或甲酸气体,部分厂商在铜膏中添加微量抗氧化剂(如苯并三氮唑),或采用“先还原后烧结”的两步法:先在150℃~200℃的氢气氛围中还原铜膏表面氧化层,再升温至300℃~350℃进行烧结。该工艺成本仅为银浆的1/3~1/2,在新能源汽车的成本控制中具有显著优势。
预制锡片烧结工艺:主要应用于对成本敏感的中低端汽车电子模块,如车载娱乐系统或传感器接口。烧结温度通常控制在230℃~260℃,略高于传统回流焊,通过锡的共晶反应实现连接。但锡的熔点较低(231.9℃),长期高温工作易产生蠕变,因此仅适用于工作温度低于150℃的辅助模块。
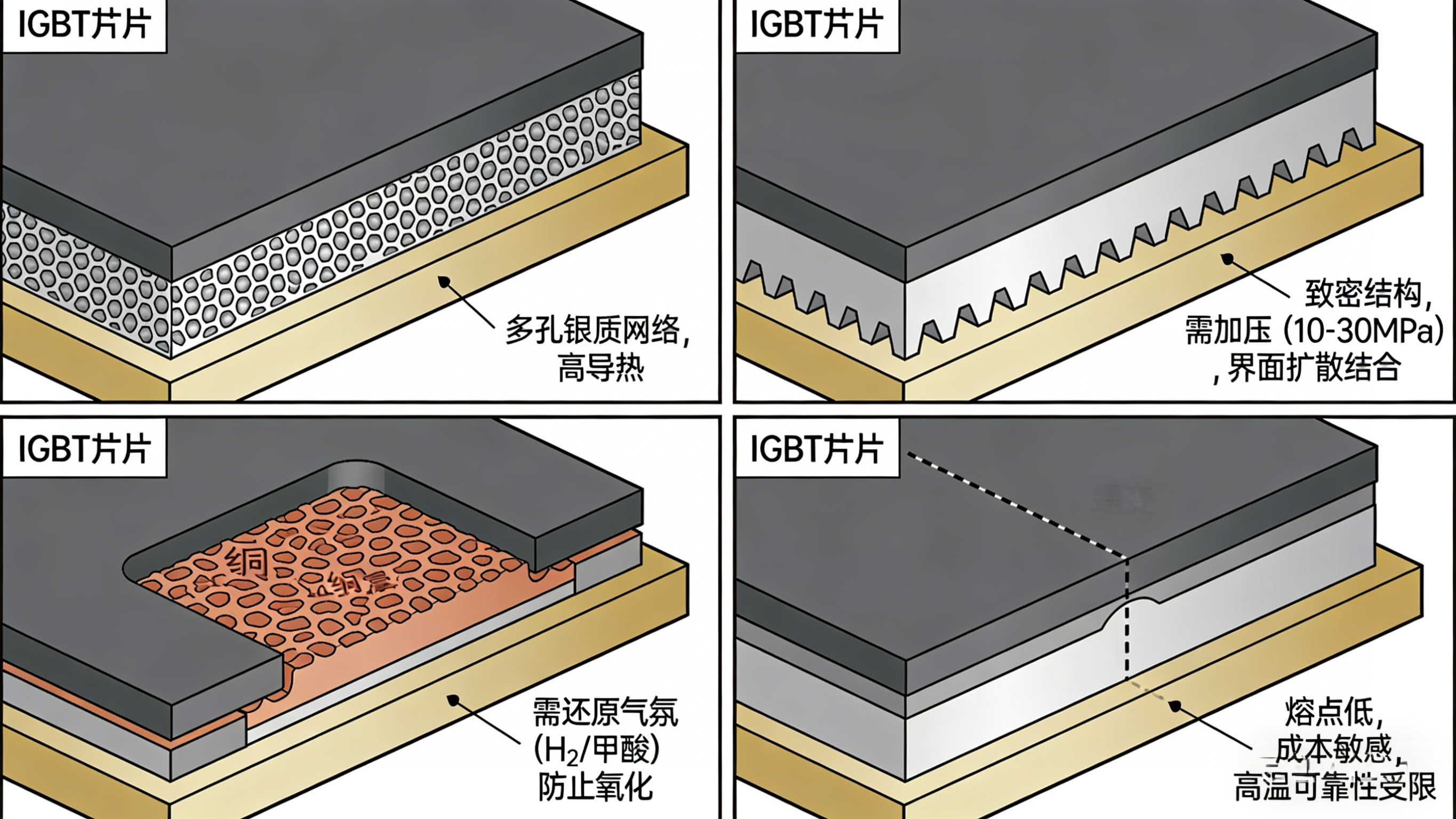
不同烧结工艺连接界面微观结构对比
汽车电子烧结工艺的质量检测严格执行行业标准,主要手段包括:
微观结构观察:采用扫描电子显微镜(SEM)观察焊点颈部生长情况,要求颗粒间颈部生长率不低于80%;
力学性能测试:通过剪切强度测试,确保焊点剪切力不小于25 MPa;
缺陷检测:利用X射线探伤(XRT)检测内部气泡率,规定气泡总面积占比不超过5%,且单个气泡直径不大于50 μm。
上述检测手段共同保障烧结焊点在汽车复杂工况下的可靠性。经温度循环(-40℃~150℃,1000次循环)与振动测试(10~2000 Hz,加速度20g)后,焊点应无开裂、脱落等失效现象,满足汽车电子对长期稳定性的严苛要求。