




















Mini LED与 Micro LED焊接时有几个困扰 ,一是焊锡量如何保证均匀 ,二 是焊接后LED不得出现大幅度偏移,三是LED高低有限制,四是焊接时间过长会导致焊点冷焊、虚焊、立碑,如果增加助焊剂的量会导致LED漂移、偏位。图4.4.3-1 Mini LED主板显示,单板LED数量42260颗,焊盘尺寸(0.15mm×0.15mm,焊盘间距0.077mm。
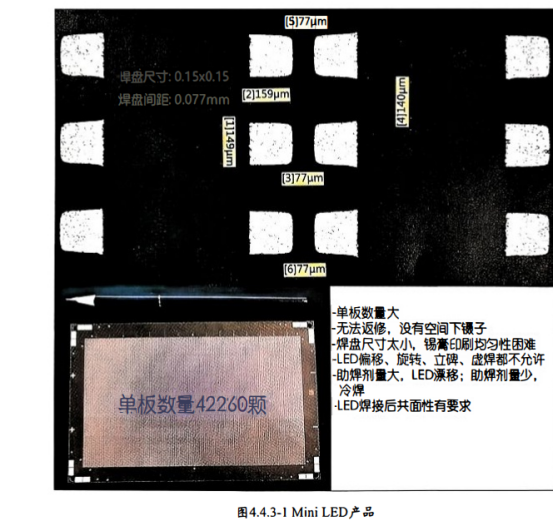
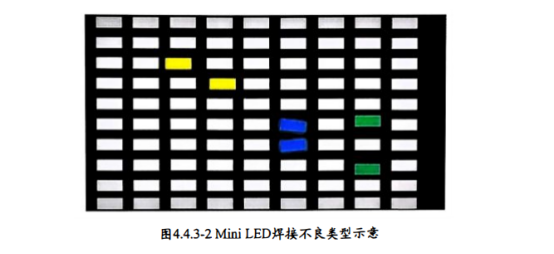
如此高密度产品 ,万分之一的不良率会导致灾难性的品质问题一大量的不良品要修、 密 度太大无法修。 显示需求 ,LED偏移、旋转、浮高都需要管控,图4.4.3-2Mini LED焊接不良类型示意。
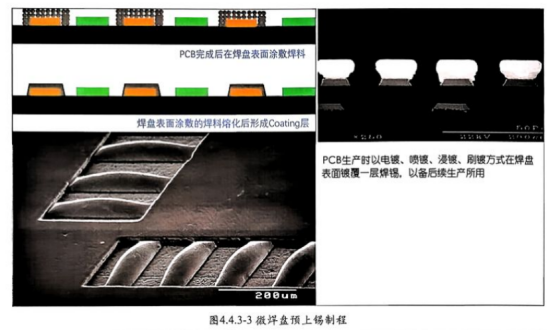
如此焊接工艺已经有很大挑战 , Micro-LED密度再增加其焊接难度可想而知。 业 界为解决此问题开发出了预上锡、热 压焊接制程。 当PCB焊盘密度逐渐升高 , pad Pitch<0.15mm时,传统锡膏印刷技术变得极为困难 ,如钢板开孔为( 60μm×60um, 钢板厚度30μm, 开孔面积比为:( 60μm×60μm/4×60μm×30um)=0.5, 锡 膏脱膜十分困难。尽 管锡膏粒径可以选择如8号粉、 9号粉,但依然难以保持印刷锡膏量一致性。 同时 ,锡 粉粒径越小,锡粉含氧量越高,越不利于焊接。业界为此开发出PCB焊盘预上锡工艺,图4.4.3-3微焊盘预上锡制程。
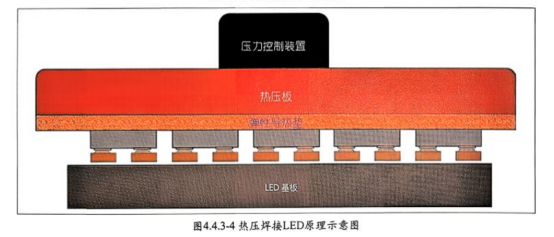
使用预上锡的 PCB, 喷涂粘着力高的助焊剂,再将LED准确放置在对应位置,合适压力热压使焊锡熔化,完成焊接,图4.4.3-4热压焊接LED。 此种方案焊接效率高,焊锡量均匀一致,焊接后LED高度一致且无偏位、倾斜现象出现。是 Mini LED与Micro-LED焊接的优秀方案。