




















电子产品生产装配过程中,部分金属部件焊接及大热容部件焊接困难,超大的热容量需求让焊接装备难以快速提供充分的热量以满足焊接。提高焊接温度或拉长焊接时间不适合实际生产需求,有时受限于产品上其它部件不耐热,无法以拉高焊接温度、延长焊接时间完成生产。热压焊接成为优秀的供选方案。图4.4.6-1大热容金属件热压焊接。该方案使用时可以确保焊接平整度。被焊接基板可以使用预上锡机制作业或使用焊锡预制片作业(Preform),甚者可以采用高温焊接材料完成焊接以提高焊点可靠性。

在特殊焊接场景中,热压焊接的适配性还体现在焊接材料的灵活选择上。除了常规焊锡材料外,针对高温工况、高可靠性要求的产品,可选用高温焊锡合金(如锡铅合金、锡银铜合金),搭配焊锡预制片(Preform)精准控制焊锡用量,避免焊锡过多导致的桥连、短路,或焊锡过少导致的焊点强度不足。同时,预上锡机作业可在基板焊接区域提前形成均匀的锡层,减少焊接过程中焊锡的流动偏差,进一步提升焊接平整度与一致性,尤其适用于批量生产中的标准化作业,降低人工操作误差,提高生产合格率。
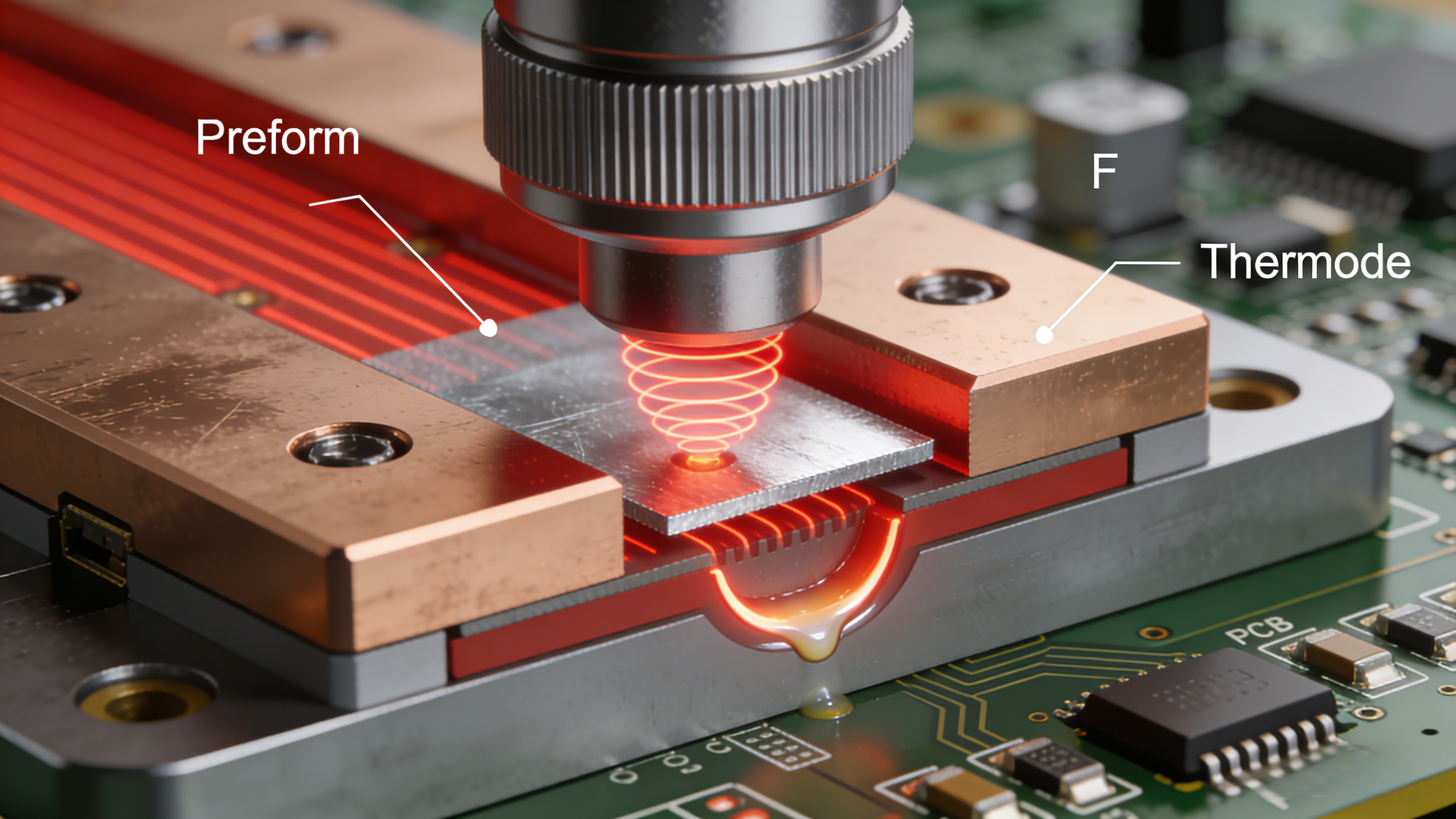
大热容金属件热压焊接原理示意图
随着电子产品向小型化、精密化、高可靠性方向发展,特殊焊接场景的需求日益增多,热压焊接技术也在不断迭代优化。目前,全自动热压焊接设备已实现工艺参数的数字化调控、焊接过程的实时监测与异常报警,可适配不同规格、不同类型的特殊焊接需求,大幅提升生产效率与焊接质量的稳定性。未来,结合智能化技术与新材料的应用,热压焊接将进一步突破极限,解决更复杂的特殊焊接难题,为电子产品生产装配提供更高效、更可靠的解决方案。
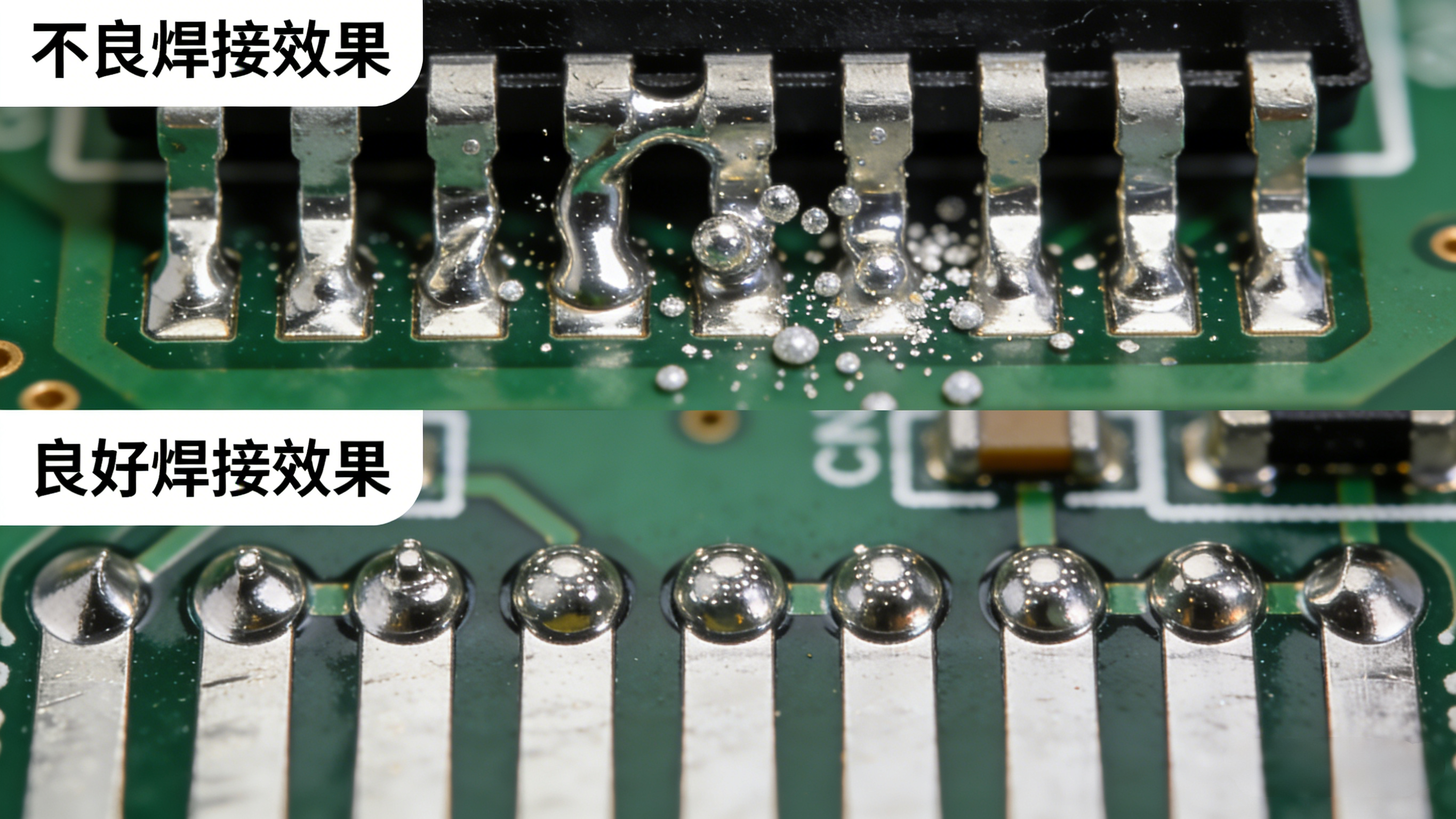
焊接效果对比显微图